


















































A news item has attracted attention to an online enquiry about a large industrial machine that is able to monitor environmental conditions and quickly shut down and sound an alarm when a dangerous situation is detected. Which feature of this technology enables this to happen? Some experts believe that this technology is made possible by advanced sensors and automatic control systems.

It is understood that this technology uses advanced sensors to monitor environmental conditions such as temperature, humidity, and gas concentration. When the sensors detect that the environmental conditions have reached a dangerous level, the automatic control system will be activated to quickly switch off the machine and issue an alarm to alert people to possible safety hazards.
This technology has a wide range of applications, not only in industrial production, but also in construction, mining, chemical industry and other fields. Experts point out that this technology can effectively protect the lives of workers and reduce the occurrence of production accidents, which is very important to ensure the safety of the workplace.
In addition to the industrial field, this technology can also be applied in the field of environmental monitoring. For example, in pollutant emission monitoring, this technology can help monitor the concentration of pollutants, and once the permissible range is exceeded, timely alarms can be issued and corresponding measures can be taken to protect the environment from pollution.
However, there are some people who are concerned about this technology. They are worried that once a false alarm situation occurs, it will bring unnecessary impact on production. To address this situation, experts say that the possibility of false alarms can be reduced by setting multiple safety thresholds and improving the accuracy of the sensors to ensure the reliability and stability of the technology.
1.A large industrial machine is able to monitor the principle and function:
a) Technical Principles:
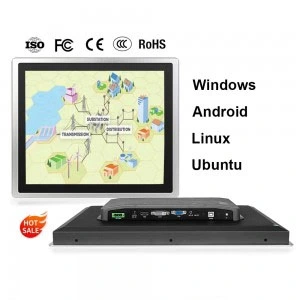
An in-depth analysis of how a large industrial machine utilizes advanced sensor technologies, data processing systems, and communication technologies to monitor environmental conditions in real time. It introduces sensor types, data acquisition methods, and data transmission and processing processes.
b) Core Functions:
A large industrial machine is able to monitor function means that they are able to monitor various parameters of the surrounding environment in real time through various sensors and monitoring devices. These parameters include, but are not limited to, temperature, humidity, gas concentration, pressure, vibration and so on. By collecting and analyzing these data, industrial machines can realize real-time monitoring and management of the production environment to ensure the stability and safety of the production process.
2. Analysis and application:
By collecting A large industrial machine is able to monitor data, industrial machines can perform data analysis and application to achieve predictive maintenance, optimize resource utilization and reduce production risks and other goals. By analyzing environmental monitoring data, industrial machines can predict equipment failures and damage and take timely maintenance measures, thereby reducing downtime and maintenance costs. In addition, industrial machines can use environmental monitoring data to optimize production processes and improve productivity and product quality.
3. Application areas:
A large industrial machine is able to monitor technology in various industries have a wide range of applications, including industrial emissions monitoring, climate change research, manufacturing, chemical, energy and other industries
a) Industrial Emission Monitoring: Introduce how large industrial machines are used to monitor factory emissions through specific cases to ensure compliance with environmental standards and promote green production.
b) Climate change research: Demonstrate the application of large industrial machines in climate change research, long-term monitoring of climate change trends, analyzing environmental impact factors, etc., to provide support for scientific decision-making.
c) In the manufacturing industry, industrial machines can monitor environmental conditions on production lines, such as temperature, humidity and vibration, to ensure product quality and productivity.
d) In the chemical industry, these technologies can be used to monitor leakage of hazardous chemicals and environmental pollution.
e) In the energy sector, industrial machines can monitor environmental conditions in power plants, such as temperature and pressure, to ensure the stability and safety of equipment operation.
4. Trends and development:
In the future, A large industrial machine is able to monitor functions will continue to evolve in the direction of intelligence, automation and data-driven. As artificial intelligence, IoT and big data technologies continue to advance, industrial machines will be able to achieve more accurate and efficient environmental monitoring. Future industrial machines will have more powerful data analysis and prediction capabilities, and will be able to realize real-time monitoring and management of the production environment and make intelligent decisions based on real-time data to improve production efficiency, reduce energy consumption and reduce environmental pollution.
5.A large industrial machine is able to monitor function in modern industrial production plays a vital role, it can not only ensure the stability and safety of the production environment, but also through data analysis and application to achieve the optimization and enhancement of the production process. In the future, with the continuous progress of technology and the continuous expansion of applications, the environmental monitoring function of industrial machines will be more intelligent and efficient, providing important support for the sustainable development of industrial production.

Penny
Web Content Writer
4 years of experience
This article is edited by Penny, the website content writer of COMPT, who has 4 years working experience in the industrial PCs industry and often discusses with colleagues in R&D, marketing and production departments about the professional knowledge and application of industrial controllers, and has a deep understanding of the industry and products.
Please feel free to contact me to discuss more about industrial controllers. sales@gdcompt.com








